I NOSTRI PRODOTTI
Sheet Moulding Compound e Bulk Moulding Compound (o Dough Moulding Compound) sono parte dei materiali detti termoindurenti, per i quali non si ha punto di rammollimento: per SMC, BMC e DMC la reticolazione tra resina e solvente porta ad un indurimento irreversibile.
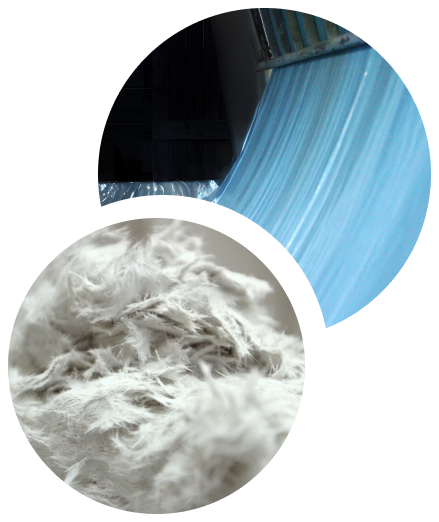
L’ SMC si presenta in forma di materassino faldato in scatole o avvolto su rulli, mentre il BMC ed Il DMC sono in forma grezza: un materiale pastoso imballato in sacchetti.
BMC & SMC Compounds Portfolio

Several of our materials are Yellow Card Materials. Check under file E205214
BMC & SMC Compounds Portfolio
SMC
Sheet Moulding Compound è un materiale in fogli composto principalmente da resina poliestere, cariche minerali e fibre di vetro. Resina, cariche e additivi vengono miscelati insieme ottenendo una pasta di consistenza mielosa, che viene poi pompata in una macchina “impregnante” dotata di una taglierina che aggiunge la fibra di rinforzo in quantità prefissata e costante.

BMC
Bulk Moulding Compound è un materiale che si presenta come una massa omogenea, composto principalmente da resina poliestere, cariche minerali e fibre di vetro. La resina poliestere e additivi vengono prima miscelati, quindi la pasta ottenuta viene trasferita in una macchina impastatrice nella quale vengono aggiunte le cariche minerali e la fibra di vetro chopped (pretagliata), tipicamente di lunghezza 6 o 12 mm.
